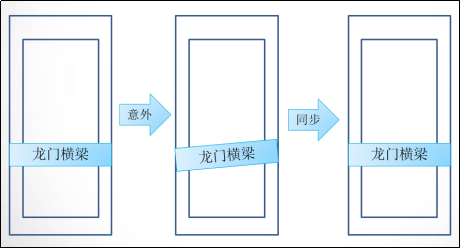
在双驱龙门机床的使用过程中,由于两个Y轴安装不平行、摩擦力和负载不同等各种原因,机床在运行一段时间以后可能出现横梁变歪的问题,影响加工精度。
龙门同步功能通过记录和监测回原点时Y1和Y2轴的Z相信号位置判断并自动调整横梁的垂直度。
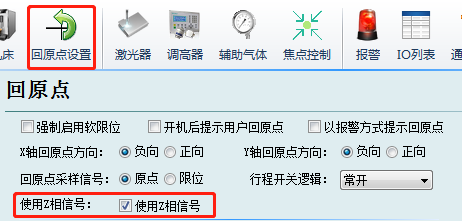
步骤1、在平台配置工具中进行相关配置
(1)首先确定Y轴是双边驱动

(2)勾选“使用Z相信号”
(3)设置“龙门同步允许的最大偏差”和报警
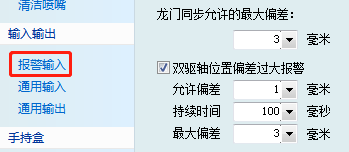
龙门同步允许的最大偏差:默认3毫米。当横梁受到极大的冲撞,垂直度出现了肉眼可见的极大变化,偏差超过这个数值时,龙门同步可能调整不准确,这时候需要对龙门轴机械进行调整,并重新初始化。客户可以根据机床实际情况修改这个值。
双驱轴位置偏差过大报警:开启报警后,如果双驱轴偏差超过允许偏差且持续时间超过设定值,或者偏差达到最大偏差,会产生双驱轴位置偏差过大报警。
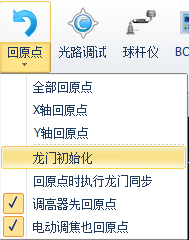
步骤2、龙门初始化
为防止龙门同步功能有误,请在龙门初始化之前确认以下几条:
进入软件后,单击“数控”分页“回原点”下拉菜单中的龙门初始化。
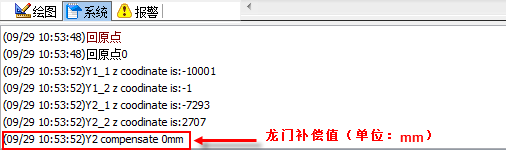
输入密码确定以后机床会回原点,之后龙门轴会向正方向运动找到两个Z相信号。动作完成以后,在软件下方的系统消息窗口会显示Z相信号的位置和两个轴的Z相信号差(Y2-Y1 offset),代表龙门初始化完成,软件已记录横梁垂直时的Y轴相位差。

步骤3、龙门同步
在回原点下拉菜单中勾选“回原点时执行龙门同步”,输入密码确认。
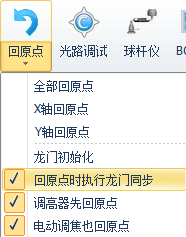
选中后执行“回原点”或者“Y轴回原点”过程时将检测Y1和Y2轴的Z相信号值,计算出偏差并且进行补偿,Z相信号和补偿值(Y2 compensate)也会显示在软件的系统消息窗口。
1.必须启用Z相信号才能使用该功能。
2.在机床机械进行过调整后,一定要重新初始化。
3.横梁受到极大的冲撞,垂直度出现了肉眼可见的极大变化时,龙门同步可能调整不准确,这时候需要对龙门轴机械进行调整,并重新初始化。