CypCut6.3.712之后的版本完善了电容寻边的功能,通过高级参数中规避齿条对寻边的影响,提升了电容寻边的精度。完善后的电容寻边需要搭配使用调高器V3.0.3299及之后版本。调高器V2.0不支持新版本的电容寻边。
步骤1:启用电容寻边
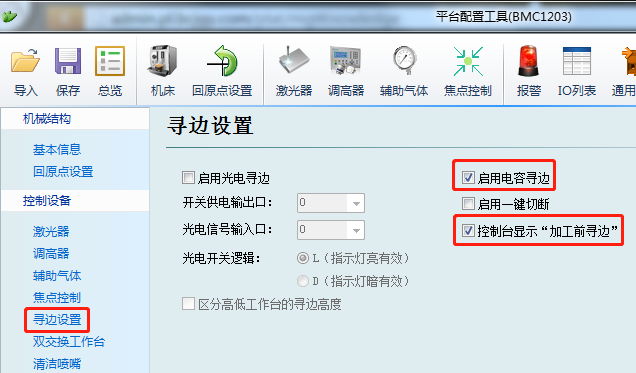
打开平台配置工具,在界面左侧的快捷选项中单击“寻边设置”进入参数设置界面,勾选“启用电容寻边”。
**如果同时勾选了控制台显示“加工前寻边”,在软件内可以看到“加工前寻边”的选项。
步骤2:配置寻边参数
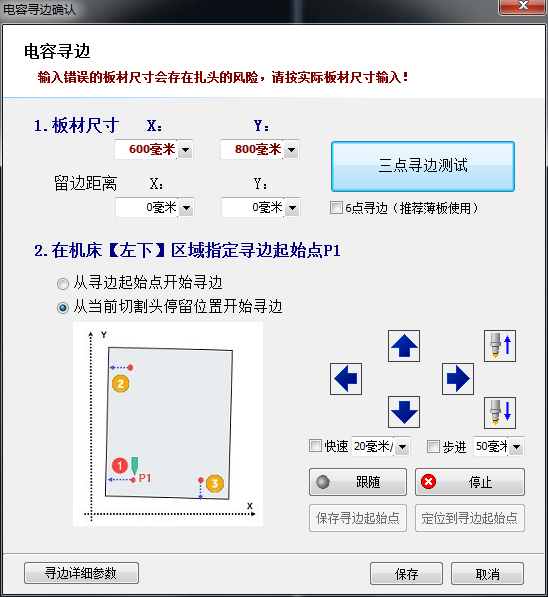
板材尺寸X为钢板在机床X轴方向的长度;板材尺寸Y为钢板在机床Y轴方向的长度。请确保该参数与实际寻边的板材尺寸相匹配,建议设置略小于实际寻边的板材尺寸,错误的设置存在扎头的风险。
留边距离:寻边的出边的位置一般在板外,寻边结束后会通过边缘校正值将寻边结束后找到的点调整至板内,留边距离设置为正值会将该点再向板内偏移,负值向板外偏移,避免在板材边缘切割引起抖动,如果您已经在排样的时候设置了留边距离,该值可以设置为0。
6点寻边:推荐薄板使用,进行6次单点寻边动作,有效避免齿尖对薄板寻边造成的干扰。
从寻边起始点开始寻边可使每次寻边都从固定点开始寻边。您可以将切割头点动到合适的起始位置然后保存寻边起始点,请务必将切割头移到板内作为寻边起始点。
从当前切割头停留位置开始寻边即每次寻边都从当前位置开始,请务必将切割头移动到板内,确定下方有板再开始寻边。
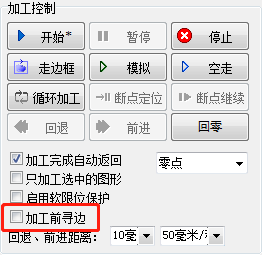
若选择“加工前自动寻边”,软件会根据图形停靠点位置在空走或者开始加工前进行一次电容寻边。
**寻边详细参数
点击左下角的“寻边详细参数”可调整相关默认参数,请谨慎使用,推荐使用默认值。
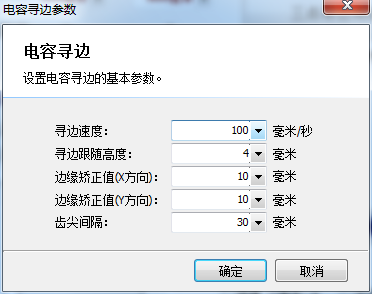
寻边速度对寻边精度有影响,推荐设置值为100mm/s;
寻边跟随高度为寻边过程中切割头跟随的高度,推荐设置值为4mm;
边缘矫正值用于矫正寻边结果,正数表示将激光头向板内偏移;
齿尖间隔为相邻齿条的间隔。
1. 寻边前,必须回原点校正机床坐标系。
2. 确保诊断界面实际发送的脉冲数必须与编码器反馈数一致,如不一致请修改伺服相关参数。
3. 钢板长度、宽度设置值与实际值一致。
4. 钢板倾斜角度不应超过10度。
5. 寻边之前,需要将加工停靠点改为左上、左下或者右上、右下,否则不能寻边。停靠点的位置将决定寻边的方向。
6. 寻边之前,务必将切割头移动到板内作为寻边起始位置。
7. 寻边之前,务必确认切割头可以正常跟随。