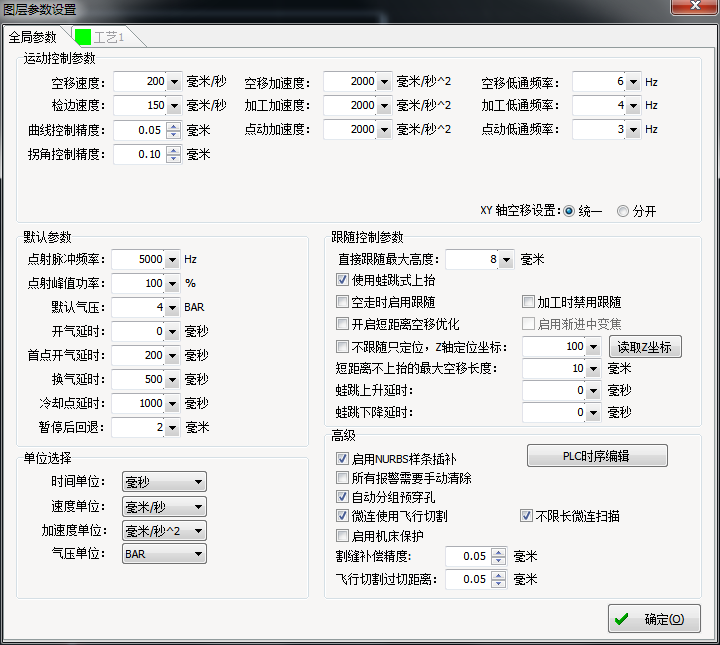
空移速度:空移运动的速度(不是加工的速度)。
空移加速度:空移运动时,各轴的最大加速度,与空移速度配合使用。
空移低通频率:空移时的加加速度,与空移加速度配合使用。
检边速度:走边框的速度。
加工加速度:轨迹加工时,各轴的最大加速度,与加工速度配合使用。
加工低通频率:加工时的加加速度,与加工加速度配合使用。
点射脉冲频率:点射激光时PWM调制信号的载波频率。
点射峰值功率:点射激光时的峰值功率。
默认气压:手动方式下使用的气压。
开气延时:穿孔过程中PLC步骤“开气延时”所使用的延时时间。
首点开气延时:开始加工后首次吹气在吹气延时基础上额外增加的延时时间。
换气延时:更换气体时,原气体全部排出到新气体全部进入所使用的延时时间。
冷却点延时:在冷却点进行吹气冷却的时间。
暂停后回退距离:暂停后,点击继续,会在加工轨迹上自动回退的距离。
直接跟随最大高度:每种类型的切割头都有一个能跟随的高度上限,当由于穿孔等需求需要跟随到高于此高度时,Z轴运动会分2步,先跟随到靠近板面的位置,再上抬。此参数用于设定能跟随的高度上限。
使用蛙跳式上抬:Z轴未上抬到位,XY轴即开始空移,以达到缩短空程移动时间的目的。
空走时启用跟随:默认情况下空走时Z轴是不会运动的,如空走时需要跟随,用户可以选择此项。
加工时禁用跟随:正常加工时需要跟随切割,若加工时不需要跟随,可选此项。
不跟随只定位:应用于非金属切割,勾选后,随动不生效,只起定位作用。
短距离不上抬的最大空移长度:若图层参数中勾选了“短距离不上抬”,当空移长度小于此长度时,空移时调高器不上抬,保持跟随状态。
单位选择:根据使用习惯选择参数的单位。
启用NURBS样条插补:勾选后,自适应对加工曲线进行nurbs拟合,可提高加工速度及图形的平滑程度。
所有报警需要手动清除:报警后,需要手动复位才能清除报警。
自动分组预穿孔:勾选后,会自动分组进行预穿孔和切割;不勾选时,先进行全部图形的预穿孔然后再进行切割。
微连使用飞行切割:勾选后将使用飞切方式切割微连段。
不限长微连扫描:不勾选的话,在速度较快微连较小的情况下切割头还是会上抬。
启用机床保护:将影响机床使用寿命的参数隐藏。
割缝补偿精度:进行割缝补偿时,补偿曲线节点的选取精度。
飞行切割过切距离:确保飞行切割的图形可以顺利切落的距离。